第7回 SPC(統計的工程管理)とは?──データで守る半導体の品質
はじめに
半導体の製造現場は、まさに「データの宝庫」です。ウェハの膜厚、回路のパターン幅、電気特性……毎日膨大な数値が生成されます。
しかし、その数値をただ記録するだけでは品質は守れません。大切なのは、データの背後に隠れた「異変の予兆」をいち早く察知すること。今回は、IATF 16949でも強く求められるSPC(統計的工程管理)の役割と、半導体製造での活用術を解説します。
SPCとは何か? 「バラツキ」を科学する
SPCは「Statistical Process Control」の略称です。
一言で言えば、「統計学を使って、製造工程が安定しているかどうかをリアルタイムで監視する手法」です。
不良品が出てから対策する「リアクティブ」な管理ではなく、データから「このままだと不良が出るぞ」という予兆を掴む「プロアクティブ」な管理を可能にします。
「バラツキ」の正体を見極める
SPCを理解する鍵は、バラツキを2種類に分けて考えることです。
偶然の原因(通常変動)
どんなに優れた装置でも、材料のわずかな特性差や気温の変化などで、結果は必ず微妙に変動します。これを「偶然の原因によるバラツキ」と呼びます。この範囲内に収まっている状態を「安定状態」と言います。
異常の原因(特殊変動)
「装置の部品が摩耗した」「原材料のロットが変わった」「作業手順を間違えた」など、明確な理由があるバラツキです。SPCの最大の目的は、この「異常なバラツキ」を瞬時に見つけ出し、対策を打つことにあります。
管理図(コントロールチャート)の見方
SPCの「目」となるのが管理図です。データを時系列でプロットし、そこに「管理限界線」を引き込みます。
CL(中心線): 平均値
UCL / LCL(上下管理限界線): 平均値から 3sigma(標準偏差の3倍)離れた境界線。
統計学上、工程が安定していれば、データがこの範囲外に出る確率はわずか 0.27% です。つまり、線を超えたら「偶然ではなく、何かが起きている」と判断できるのです。
半導体製造でのSPC活用シーン
ナノメートル単位の制御が求められる半導体プロセスでは、SPCは欠かせない武器です。
■ 成膜工程での膜厚管理
シリコンウェハ上の薄膜は、厚すぎても薄すぎてもデバイス特性を損ないます。成膜装置(CVDなど)の経時変化を管理図で監視し、徐々に膜厚が変化する「トレンド(傾向)」を察知して、メンテナンスのタイミングを決定します。
■ リソグラフィの線幅管理
回路の「太さ」は、露光装置のフォーカスや現像液の状態に左右されます。SPCによって、装置が本来のパフォーマンスを発揮できているかを常時モニタリングします。
■ 電気特性の歩留まり管理
トランジスタの閾値電圧(Vth)などの検査データをSPCにかけることで、前工程のどこでバラツキが発生したかを逆引きする手がかりにします。
工程能力指数(Cp・Cpk):工程の「実力」
SPCとセットで使われるのが工程能力指数です。「この工程は、規格に対してどれくらい余裕を持って作れているか」を数値化します。
Cp: 規格の幅とバラツキの幅の比。
Cpk: 規格の中心からの「ズレ」も加味した、より実戦的な指標。
車載半導体では、一般的に Cpk=1.33 が最低ラインとされ、重要項目では 1.67以上(高い安全余裕)を求められることが少なくありません。
IATF 16949とSPCの深い関係
IATF 16949では、製造工程が「統計的に能力があること(Stable and Capable)」を証明することを求めています。
また、自動車メーカー各社の顧客固有要求事項(CSR)では、特定の工程においてSPC管理図の使用を義務付けているケースがほとんどです。
最近では、数テラバイトに及ぶビッグデータをAIで解析し、従来の管理図では見抜けなかった複雑な予兆を捉える「高度なSPC」を導入するメーカーも増えています。
まとめ
本質: 統計学を用いて「異常なバラツキ」を早期発見する手法。
ツール: 管理図を用いて、$\pm 3\sigma$ の範囲内で工程を監視する。
指標: Cpkで工程の「余裕度(実力)」を評価する。
車載基準: IATFでは「データに基づく工程安定性」が必須条件。
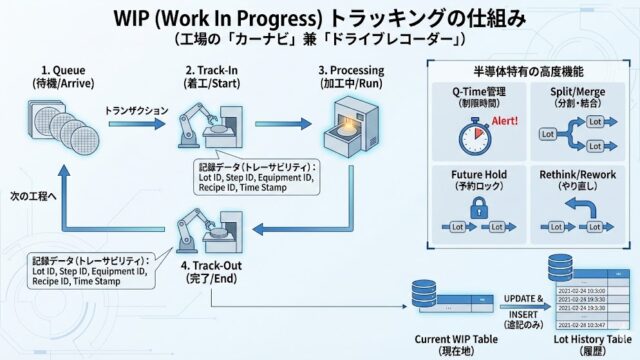
次回は、万が一の不具合時に「いつ・どこで・何が起きたか」を特定するための重要概念、「トレーサビリティ(追跡可能性)」について解説します。